PROGRESSIVE EPOXY POLYMERS, INC.
Nothing but Quality Products at Good Prices, Great Customer Service, and Lots and Lots of Helpful Information
and NO SALES TAX - You are shopping in TAX FREE New Hampshire
APPREHENSIVE?
New to Epoxies? (They can be $$$). Let's talk (603 - 435 - 7199 or EMAIL) and put yourself at ease with a 1 on 1 conversation about your project, which products will work best for you, and how to use them. After purchase "handholding", support, and encouragement are also available anytime. We freely share our 20 plus years of epoxy experience and problem solving experience. If our owner, Paul Oman, is not available he will return your call quickly. Emails are answered all day long. Without potential customers, repeat customers, and friends like you that want some free, quick advice, New Hampshire based Progressive Epoxy Polymers, Inc., a Better Business Bureau member, would not exist. Thank you in advance and thank you for visiting epoxyproducts.com. We appreciate your interest in our company.PRIMARY STORE LINK --- TOP SELLING PRODUCTS --- EPOXY GURU HELP SITE --- EPOXY DATA SHEETS
EPOXY NUCLEAR COATINGS -- DBA APPROVALS
Now Sold as
Water Gard 300 (tm) epoxy paint
WATER GARD 300 EPOXY PAINT: A solvent free, non-hazmat (can be air shipped anywhere without restriction) epoxy adduct. Used for tanks, pits, secondary containment, pipelines, etc. Coverage is approx. 130 squ. feet per gallon. Std color: white and light blue (yellows much less than other white epoxies). Uses a cycloaliphatic curing agent. Popular marine barrier coat on fiberglass boat hulls and for underwater repair of chips and cracks within water filled swimming pools.
|
What Makes Water Gard 300 (tm) A Superior Epoxy Coating For Your Application? Water Gard 300 is not a simple epoxy paint but rather an epoxy adduct. In general terms epoxy adducts have some of the Part A resin added to the Part B curing agent during manufacture. The result is improvement in most of the coating's physical properties (which is way you are using an epoxy in the first place). This includes reduced yellowing, better curing and a host of other property improvements. A better epoxy for better results! Learn more about epoxy adducts at the Vanguard Concrete Coating web site. |
WET DRY 700 EPOXY PASTE:
"I'll stick with my original plan to use the Wet Dry 700 since it's a nuclear reactor application, and I know of two other reactors that have successfully used it" - Jeff 12/16
Epoxy Paint Coatings Nuclear
Industry DBA approval ASTM 3911
3rd party testing of epoxy for nuclear applications - ASTM 3911 DBA
Your Host and Tour Guide:
Paul Oman, MS, MBA - Progressive Epoxy Polymers, Inc. - (floor epoxies, marine epoxies, underwater epoxies, repair epoxies)
Member: NACE (National Assoc. of Corrosion Engineers), SSPC (Soc. of Protective Coatings)
"Professionals helping Professionals"
PROGRESSIVE EPOXY POLYMERS, INC.
|
PAGE AND SITE NAVIGATION |
|||||||||||||||||
No Sales Tax applied. Save Money, you're shopping in Tax Free New Hampshire
MEMBER: Internet Epoxy Confederation (IEC - CLICK HERE TO VISIT) -- "Where Professionalism Still Matters"
We've been selling epoxy - marine epoxy (boat building - wood / fiberglass repair) industrial coatings - garage paint - underwater epoxies - thick putties - tabletop resins and supplies since the early 1990's |
EPOXIES IN THE NUCLEAR FIELD
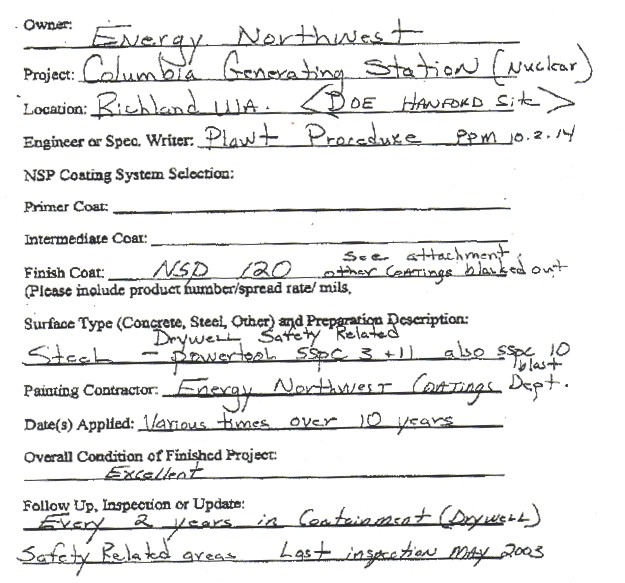
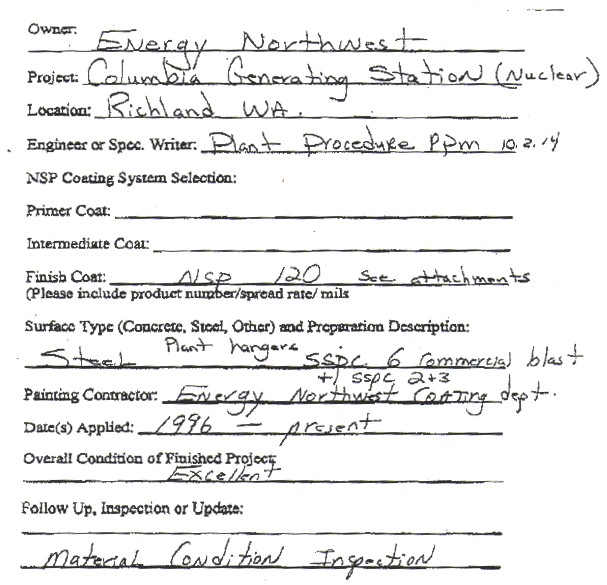
The following extracts are from an article written by Don A. Hill, PE of the Washington Public Power Supply System and published in the November 1996 issue of the "Journal of Protective Coatings and Linings"
Developing a Maintenance Program for a Nuclear Power Plant
A comprehensive maintenance painting program begun in 1991 has improved the facility, raised morale, and saved money at a Washington nuclear power plant.
In February 1980, Washington Public Power Supply System made a commitment to
follow U.S. Regulatory Guide 1.54, Quality Assurance Requirements for Protective Coatings Applied to Water-Cooled
Nuclear Power Plants. At the time of committing to this government guide, Washington Public Power was constructing
Washington Nuclear Plant-2 (WNP-2). The Guide requires that coatings used in the primary radiation containment
of nuclear plants be manufactured and applied in accordance with ANSI N101.4, Quality Assurance for Protective
Coatings Applied to Nuclear Facilities.
By 1984, WNP-2 was in the final construction phase, and costs were running high. Despite the commitment to Regulatory
Guide 1.54, Washington Power made the painful decision to eliminate all painting activity except that which was
considered critical. Items such as primed steel, equipment, piping, and weld areas throughout the plant, as well
as exposed bare steel above the water line in the wet well, were left for future paint crews.
Except for plant modifications, the steel surfaces were left to rust. No painting was done from 1984 until 1991.
By 1991, morale was down and costs were higher than normal for decontamination of floors and equipment. Radiation
dose was high; due to the condition of the plant and roughness of the various surfaces, radiation contamination
was difficult to remove. The US Nuclear Regulatory Commission (NRC) asked for a painting program to improve ease
of decontamination. Management saw the need to begin a catch-up program for the maintenance of the plant. A consultant
was contracted to advise WNP-2 where and how to start this maintenance effort.
Hill's article describes the maintenance program that was begun in 1991
BACKGROUND
WNP-2 is a Boiling Water Reactor (BWR) plant. Two of its main components are the
dry well and the wet well.
The dry well is a steel pressure vessel designed for a BWR type nuclear power plant. The dry well is usually shielded
with reinforced concrete shield plugs and double entry doors. It contains piping, pumps, valves, and vital equipment
for operation of the plant. The dry well is situated above the wet well and is not occupied during plant operations
unless required. It has a very humid, warm and high radiation radiation environment.
The wet well is a steel pressure vessel that is below the reactor. It stores a large volume of water and has a
connecting vent system to the dry well. The water and vent system cool the steam in the event of an accident. Both
wells are part of the plant's primary containment area, where risks of severe radiation exposure are highest.
According to ANSI N101.4, the dry well and wet well are considered Quality Class
1 areas.
As part of the licensing procedure for operating a nuclear power facility, WNP-2 prepared a Preliminary Safety
Analysis Report (SAR) during construction.
ANSI N101.4 outlines the quality assurance requirements for coatings that are tested under ANSI N101.2. The objective
is to have control and traceability from the manufacturing phase through application and final inspection.
ANSI N101.2 is a testing standard that is acknowledged by the NRC as a means for qualification of coatings (paints)
used within Level 1 areas of a nuclear power facility. It outlines typical Design Basis Accident (DBA) conditions
of time, temperature and pressure testing curves for both types of nuclear power plants. (DBA analysis is intended
to identify the most severe design conditions that could occur.) Radiation exposure is outlined as well as thermal
conductivity.
SURVEY OF THE PLANT
A complete coating survey was scheduled for the fall of 1991 and during the refueling outage of March 1992. Its objective was to answer several questions.
* What is the condition of the coatings and overall condition of the plant?
* What areas or items have priority for painting and why?
* What is the condition of Quality Class 1 areas?
The condition survey was completed by a three-person team using multiple tools.
* Video camera: A video camera with a 30-to-1 lens, with numbered indexed frames, was used to document the conditions of the plant. Since video taping allows simultaneous picture and sound, comments were made by the coatings engineer about the condition of each item shown; the environment of the item (e.g., damp, dry, hot, humid, high radiation area ); the type of surface preparation that would be needed; and the type of coating that would be required (e.g., epoxy, alkyd, epoxy ester, acrylic, etc.). Twenty-two VCR tapes at standard speed were require for this audio-visual plant survey.
* Computer printout: All of the data gathered by the team, including that given on the videotapes, were compiled and presented in a spreadsheet showing when the item should be coated based upon the following factors: * the area within the plant; * its condition overall (integrity); * the radiological dose on the area and the ease of the surface to be decontaminated (decon factor); * corrosion activity in the area (humidity; dry); * how often the area is visited during operations (traffic); * the difficulty in physically getting to the item to make the needed coating repairs or rework (difficulty); and * the cosmetics in the area, e.g., how it looks overall and whether the various coating colors make the area unsightly (cosmetics).
![]()
OBSTACLES TO BE CONSIDERED
From the time of construction to the time of the survey, the state of the art changed drastically within the coating industry to meet the needs of imposed environmental regulations, both state and federal. Coating materials mentioned for Level 1 areas and also within the plant's Design Specifications formulated for 1976 through the 1980s were no longer suitable. Therefore, a new direction and coating philosophy were suggested that would benefit WNP-2 in both cost savings and control of radiation exposure. The goal for radiation exposure was to control it to the lowest level possible, known as ALARA. As Low As Reasonably Achievable; however, many question specific to nuclear facilities had to be addressed before products or methods could be changed.
* What changes, if any, needed to be made in the Technical Specifications?
* What changes, if any, needed to be made in the Design Specifications?
* Would a 10 CFR 50-59 review be needed?
TESTING PROGRAMS
For Level 1 areas (work within the dry well and wet well), WNP-2 had to comply with
its commitment to Regulatory Guide 1.54. Thus, WNP-2 began an extensive testing program to qualify coatings for
use within the plant's Level 1 area. In the process, WNP-2 took advantage of the latest coating technology for
both the dry well and wet well.
A product search began. The research involved gathering product data from as many sources as possible. Thirty-five
technical data sheets were reviewed. Material safety data sheets were then requested for those materials that appeared
to be promising. These data sheets were also reviewed by safety and plant chemistry personnel as well as the coatings
engineer. Liquid samples of candidate materials were requested for application screening tests. This allowed WNP-2
to compare each material according to physical characteristics, such as hiding power, odor, coating build, sag
point, and gloss; and compatibility with and adhesion to coating systems used during construction.
An experienced applicator was used to perform test applications and gather information about application properties
such as ease of use. The coating engineer reviewed the test applications from a technical viewpoint and performed
adhesion tests in accordance with ASTM D 4541, Method for Pull-Off Strength of Coatings Using Portable Adhesion
Testers[5]. These screening procedures allowed the utility to determine the most promising coating materials from
the standpoints of engineering properties and application.
DBA testing was the next part of the testing program. There are, according to ASTM D 3911 (and earlier ANSI N101.2),
2 phases of DBA testing. One is DBA without radiation exposure, and the other is DBA with radiation exposure. In
many cases, exposure to radiation increases the success for such coatings to pass a DBA. Radiation does not take
within the autoclave of the DBA test but instead is performed separately at a lab qualified to expose such panels
to radiation prior to the DBA test.
Testing for surface tolerance was also part of the evaluation program. Surface tolerance at WNP-2 is defined as
capable of adhering to a surface prepared to SSPC-SP 3. Power Tool Cleaning, with mill scale previously removed
in prior years by blasting. Some rust (tight) can remain on the surface. All prepared surfaces were documented
by photography before being coated for testing.
After screening, the choice for DBA and radiation testing was narrowed down to 9 candidate materials tested. Fifty
panels, each measuring 2 x 4 x 1/4 in. (5 x 10 x 0.6 cm) were prepared according to Section 4 requirements of ASTM
D 5139. Of these 18 were radiated and DBA tested; 18 were non-irradiated and DBA tested; 5 were used to determine
decontamination removal; and 9 were kept for control purposes.
The time, temperature, and pressure curve selected for DBA testing using an autoclave was the 340-degree BWR curve
of ASTM D 3911, Method for Evaluating Coatings Used in Light-Water Nuclear Power Plants at Simulated Design Basis
Accident (DBA) Conditions [7]. (There are 2 curves within this ASTM standard. the 340-degree is the BWR - Boiling
Water Reactor - curve. The 307-degree curve in D 3911 is the PWR - Pressurized Water Reactor - curve.) Radiation
was performed in a pool with the panels inserted within canisters having a nitrogen atmosphere. The dose rate was
3 milarads per hour (1.1 x 10 to the power of 9) radiation total, and the pool temperature was 85 degrees F (29
degrees C) or less. For DBA testing, all coatings, both radiated and non-irradiated, were evaluated 2 hours after
removal from the autoclave and again after 1 week. Acceptance criteria were those of ASTM D 3911, which states
that no flaking, delamination, peeling, or chalking is permitted. Blisters, if present, are to be unbroken.
NOTE REGARDING TABLE BELOW:
COATING A = NSP 120 (purchase direct for Progressive Epoxy)
![]()
TESTING RESULTS FOR LEVEL 1 AREAS
Table 1 presents results of the DBA testing for level 1 areas. Coating system A
(described as a modified cycloaliphatic amine cured epoxy our NSP 120) and coating system F proved to be the coatings
of choice for the dry well and upper portions of the wet well. Their ability to be applied to a damp surface and
ease if passing both radiation and DBA testing made them acceptable to all disciplines. The Design Specifications
were changed to allow their use.
Coating system B (a modified aliphatic amine-cured epoxy with a solid content of 95 percent) passed DBA testing.
However, it was not as easily applied as systems A or F.
Coating systems E (amido amine-cured, 100 percent solids epoxy mastic with micaceous iron oxide) and H (amine-cured,
60 percent solids epoxy) also passed radiation and DBA testing. Coating E is now used where gray is acceptable,
and Coating H, where the surfaces are dry during application such as at the blast and coating shop of new steel.
An alkylamine-cured, 100 percent solids epoxy mastic, designated as product G and designed for underwater application,
performed well under radiation and DBA testing. It is now being used within the wet well and several other areas
of the plant, including the space frame.
The 2 remaining products, coating C (a newly designed epoxy polysiloxane, 86 percent solids) and coating D (a single-component,
56 percent solids, moisture-cured urethane with micaceous iron oxide), did well and were accepted for areas where
frequent decon is done such as radiation waste (Radwaste) handling areas of the plant but were not acceptable for
Level 1 areas because they did not do well under DBA testing.
With high solids, low odor, surface-tolerant products now selected for all areas of the plant, WNP-2 had the potential
to apply more material with lower labor costs and a reduced radiation dose for workers.
ORGANIZATIONAL FACTORS
The coatings program helped the Radiation Protection Group become the most advanced in the country, earning a Good Practice award from the Institute of Nuclear Power Operations (INPO) in 1996.
Through reorganization and interaction with other maintenance groups, the coatings group was able to extend its expertise to other disciplines as well. For instance, the coatings/corrosion engineer was requested to attend the daily meetings on maintenance tasks.
BENEFITS
The following examples show the kinds of savings realized in various areas of the plant.
* Using DBA-tested and approved state-of-the-art coatings within Level 1 areas has reduced application costs by
a third. Additional cost savings resulted from lower dose and ease of clean-up.
* Labor costs were reduced by 20 to 25 percent because more material could be applied in less time. In addition,
less time was needed for surface preparation because the new coatings are surface tolerant, and less cleanup was
needed because abrasive blasting was eliminated.
* Significant cost savings were realized in corrosion-erosion areas. The cost of
replacing the steel casting of a make-up water pump is $90,000. The cost of repairing the casting (blasting to
an SSPC-SP 5 and applying by blade a multi-layer ceramic epoxy) is $6,000. Repairing fiberglass shrouds with coatings
($18,300) rather than replacing the shrouds ($50,360) yielded another significant cost saving ($32,060).
In addition to cost savings, WNP-2 has reduced dose rates considerably. The dose rates at Boiling Water Reactors
at WNP-2 are among the lowest in the nation. With this reduction has come improved morale, increased pride, better
visibility and a cleaner and healthier place to work.
![]()
SUMMARY
The WNP-2 coatings program is a new approach to an old problem: How to maintain a facility efficiently while getting the most for maintenance dollars. WNP-2 has found a way that works.
* Change organization and management style; place the coatings group where it can have an effective role in the overall maintenance of the plant.
* Change procedures to give more guidance, knowledge, direction and liberty to those closest to the work itself - the coatings engineer and the applicator.
* Train applicators to the state of the art.
* Allow for more effective communication within the coatings group and between the coatings group and other groups
in the plant.
We really appreciate you visiting PROGRESSIVE EPOXY POLYMERS, INC. and our web site: EPOXYPRODUCTS.COM. Take advantage of the CONTACT links on this page to ask questions about our products and/or your projects. You can stay in touch with us via our NEWSLETTER (link on our contact page) which is emailed every 6-8 weeks.
|
Epoxy Only Web Google Search |
|
 |
#1) Google Everything Epoxy Searches #2) Google Marine Epoxies Searches
#3)Google
Floor Epoxy Searches |
|
View our Progressive Epoxy Products, Inc. |
This current page is all about:
Epoxy Paint Coatings Nuclear
Industry DBA approval ASTM 3911
3rd party testing of epoxy for nuclear applications - ASTM 3911 DBA
|
|
WOW! 35% - 40% of all daily online or telephone orders are from existing customers. That's an amazing 'REPEAT CUSTOMER" number. |
|
603 - 435 - 7199 ANYTIME 24/7 FOR HELP OR ORDERS |
|
|
|
|
REFERENCES
1. US Regulatory Guide 1.54,
Quality Assurance Requirements for Protective Coatings Applied to Water-cooled Nuclear Power Plants (Washington,
DC; US Atomic Energy Commission, 1973).
2. ANSI N101.4 - 1972, Quality Assurance for Protective Coatings Applied to Nuclear Facilities (New York, NY: American
Institute of Chemical Engineers, 1972).
3. ANSI N101.2 - 1972, Protective Coatings (Paints) for Light-Water Nuclear Reactor Containment Facilities (New
York, NY: American Institute of Chemical Engineers, 1972).
4. 10 CFR 50 Appendix B, Quality Assurance Criteria for Nuclear Plants and fuel Reprocessing Plants (Washington,
DC: US Nuclear Regulatory Commission. 1974).
5. ASTM D 4541. Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers[5], Annual Book of ASTM
Standards. Vol. 6.02 (Philadelphia. PA: ASTM.1994).
6. ASTM D 5139, Specification for Sample Preparation for Qualification Testing of Coatings To Be Used in Nuclear Power Plants, Annual Book of ASTM Standards, Vol. 6.2 (Philadelphia, PA: ASTM, 1990).
7. ASTM D 3911. Method for Evaluating Coatings Used in Light-Water Nuclear Power Plants at Simulated Design Basis
Accident (DBA) Conditions. Annual Book of ASTM Standards, Vol. 6.2 (Philadelphia, PA: ASTM, 1995).
Background:
Around 1994 the Washington Public Power Supply System decided to test/evaluate coatings (paints) for use in there nuclear power plants. This project was described in a report written by a Don Hill, a well known nuclear industry coating expert.
1) 35 possible coating material considered
2) MSDS (material data safety sheets) reviewed for 28 coating products
3) sample coating materials ordered for 12 products
4) 10 coatings selected for screen testing
5) 9 COATINGS SELECTED FOR FINAL RADIATION AND "DBA" TESTING
6) FINAL PRODUCTS SELECTED = NSP 120
(ONLY PROGRESSIVE EPOXY POLYMERS SELLS THE TOP RATED COATINGS)
Report Conclusions:
Coating A (NSP 120) and Coating F proved to be the coatings of choice for the dry well and upper portions of the
wet well. Their user friendly characteristics, ability to be applied to a damp surface and easily passing both
radiation and DBA testing made them acceptable to all parties. The design specifications will be changed to allow
their use.
(Note: DBA testing essentially tests to make sure that should there be a nuclear problem the coatings will not contribute to the crisis).
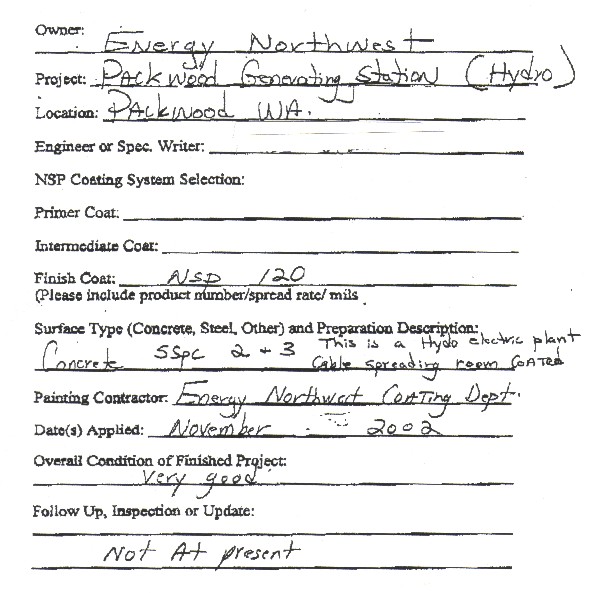
GOTO NSP 120 epoxy case - follow up reports in hydro - nuclear
- chemical plants -
CLICK
HERE
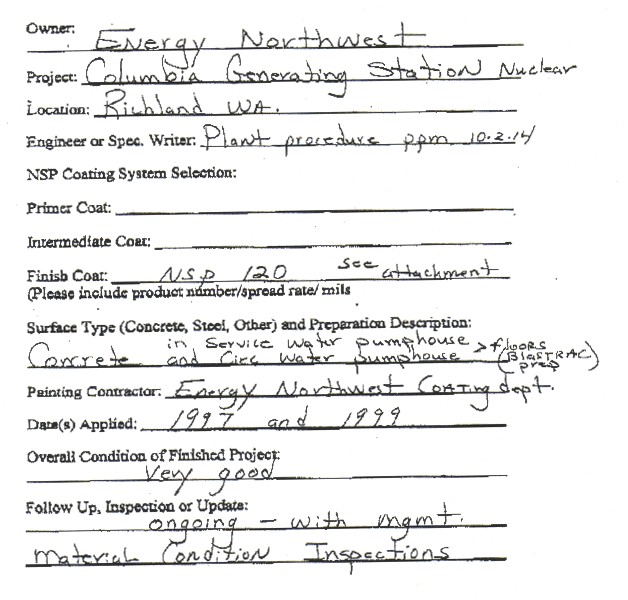
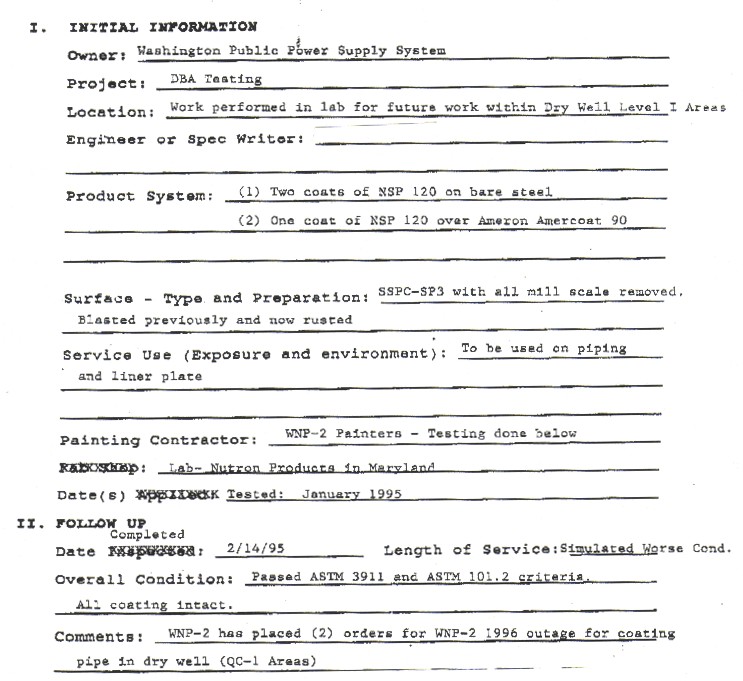
Follow-up Notes:
Based upon the test results, Washington Nuclear placed two orders for NSP 120 for use during the 1996 maintenance outage. It was used for coating pipe in the dry well areas of the plant.
NSP 120: (go direct to 120 in our industrial products catalog) - click here
CLICK HERE FOR DATA SHEET & MSDS
Coverage approximately 100 square feet per gallon. Color white (very low yellowing). Non-hazmat to ship. Potable water approved (NSF 61). Available for worldwide sales/purchase.
This Product has its own we page: NSP
120 - CLICK HERE . And its own case studies -
CLICK HERE
|
FIND THIS/THESE PRODUCT(S) IN ONLINE CATALOG PAGE AND ONLINE STORE FRONT |
Epoxy Only Web Google Search
#1) Google
Everything Epoxy Searches
#2) Google
Marine Epoxies Searches
#3)Google
Floor Epoxy Searches View
our Progressive Epoxy Products, Inc.
 |
 |
 |
||
|
site master |
protagonist |
ground zero |
Epoxy Paint Coatings Nuclear
Industry DBA approval ASTM 3911
3rd party testing of epoxy for nuclear applications - ASTM 3911 DBA